封閉鉚釘
封閉鉚釘?shù)慕Y(jié)構(gòu)特點是釘芯頭部包裹在殼體內(nèi),鉚接后具有釘頭不脫落、局部可以密封的特點。
按鉚釘?shù)牟馁|(zhì)、強度等級劃分,有鋁鋼圓頭封閉鉚釘(10/11級)、全鋼圓頭封閉鉚釘(30級)、全鋁圓頭封閉鉚釘(06級)、全不銹鋼圓頭封閉鉚釘(51級)、鋁鋼沉頭封閉鉚釘(11級)等幾類。
此類鉚釘?shù)慕Y(jié)構(gòu)設(shè)計參見GB/T 12615、GB/T 12616系列標準。
封閉鉚釘?shù)慕Y(jié)構(gòu)特點是釘芯頭部包裹在殼體內(nèi),鉚接后具有釘頭不脫落、局部可以密封的特點。
按鉚釘?shù)牟馁|(zhì)、強度等級劃分,有鋁鋼圓頭封閉鉚釘(10/11級)、全鋼圓頭封閉鉚釘(30級)、全鋁圓頭封閉鉚釘(06級)、全不銹鋼圓頭封閉鉚釘(51級)、鋁鋼沉頭封閉鉚釘(11級)等幾類。
此類鉚釘?shù)慕Y(jié)構(gòu)設(shè)計參見GB/T 12615、GB/T 12616系列標準。
表面防護依據(jù)產(chǎn)品材質(zhì)和安裝環(huán)境要求而定。推薦的鉚釘殼體材料牌號和防護種類如下:
材料類別-殼體 | 材料牌號 | 材料標準 | 連接強度 | 表面處理及防護等級 (以中性鹽霧試驗條件) |
低碳鋼 | SWCH6A SWCH10A | JIS G3507-1 | 中 | 中級:鍍鋅三價鉻鈍化,5um以上,72H無白銹 重級:鍍鋅鎳合金,無色鈍化,8-25um,480H無白銹 |
中碳鋼 | SWCH22A SWCH35K SCM435** | JIS G3507-1 | 高 | |
銅* | T2 | 中 | 重級:鍍錫,1000H無基體腐蝕 | |
銅鎳合金* | NiCu | 中 | -- | |
不銹鋼* | 304 | 較高 | 鈍化,960H無基體腐蝕 | |
鋁合金* | 5052 5056 | GB/T 3190 | 較低 | 陽極,240H無基體腐蝕 |
00001注:* 本手冊中對銅、銅鎳合金材質(zhì)的抽芯鉚釘產(chǎn)品類型未列入。如有需要,可向博士隆研發(fā)、工程人員咨詢。
00002注:** 材料SCM435主要應用于環(huán)槽鉚釘?shù)尼斝荆瑸橹饕惺芨呖估⒏呖辜舻倪B接載體。
1.1 產(chǎn)品安裝步驟
1)選擇匹配拉力的氣動式或電池式鉚釘拉鉚槍,安裝匹配直徑規(guī)格的槍嘴,并根據(jù)安裝厚度及工具說明書規(guī)定,調(diào)整合適拉鉚行程;
2)裝入產(chǎn)品,進行空拉試驗;
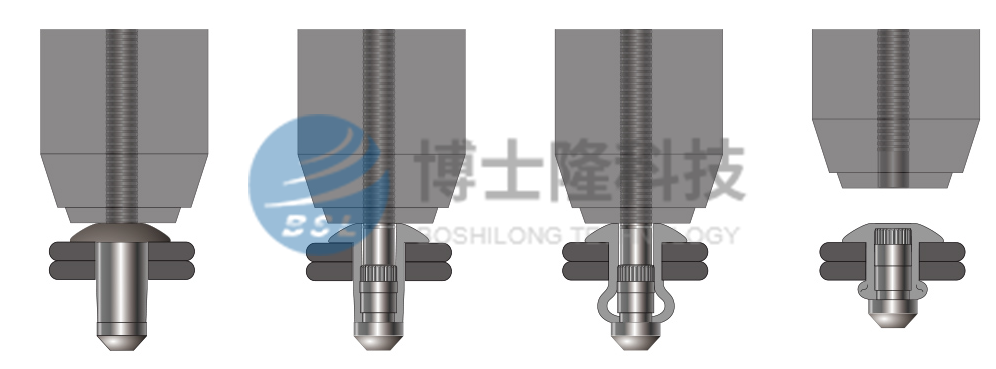
3)在試驗鈑金上進行實鉚測試,如下圖1步驟。
4)觀察產(chǎn)品安裝后的夾緊狀態(tài)是否正常。
5)(判定安裝是否失效,請參加后文--產(chǎn)品安裝失效模式圖片)
1.2 操作步驟
手持產(chǎn)品或槍嘴靠近鉚釘尾部自動吸入釘芯、鉚釘法蘭面保證緊貼槍嘴,將工具以垂直鈑金平面方向穿入安裝孔、貼緊鈑金面,然后扣動扳機開始拉鉚至釘芯斷裂,此時一次拉鉚動作結(jié)束,然后進行下一個工作循環(huán)。

136 7624 9931
湖北省鐘祥市南湖工業(yè)新區(qū)富水路8號


Copyright @ 湖北博士隆科技股份有限公司.All rights reserved 技術(shù)支持:捷瑞科技 鄂ICP備18030306號